obyektiv
Yuqori chastotali indüksiyon Brass brass quvurining misdan yasalgan qismiga va indüksiyon yordamida bir minut ichida jez uchi.

Uskuna
DW-UHF-6KW-III qo'lda ishlaydigan indüksiyon brazing mashinasi

2 burilish bobini
Materiallar
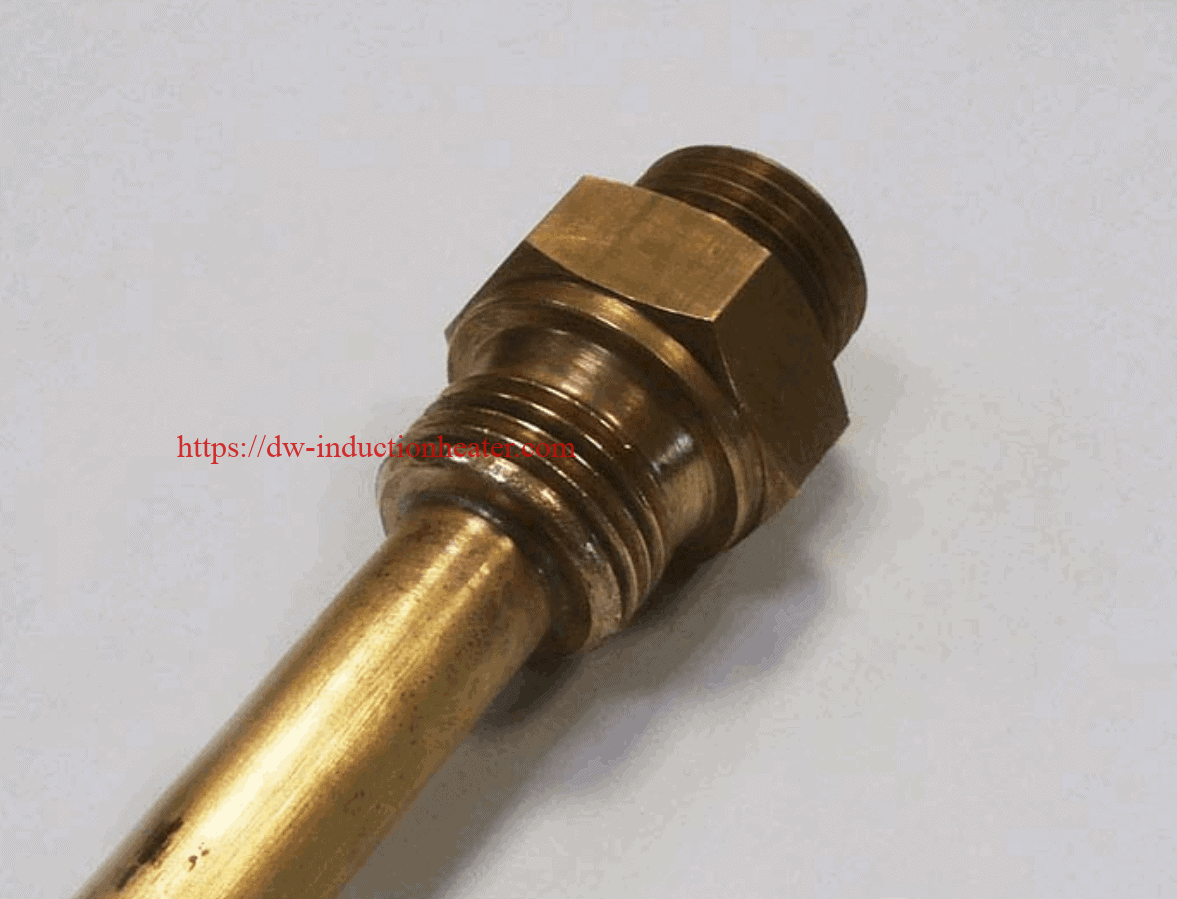
• Keng mis guruch qismi
• Guruch naycha
Mijoz tomonidan taqdim etilgan kumush asosidagi brazing qotishmasi
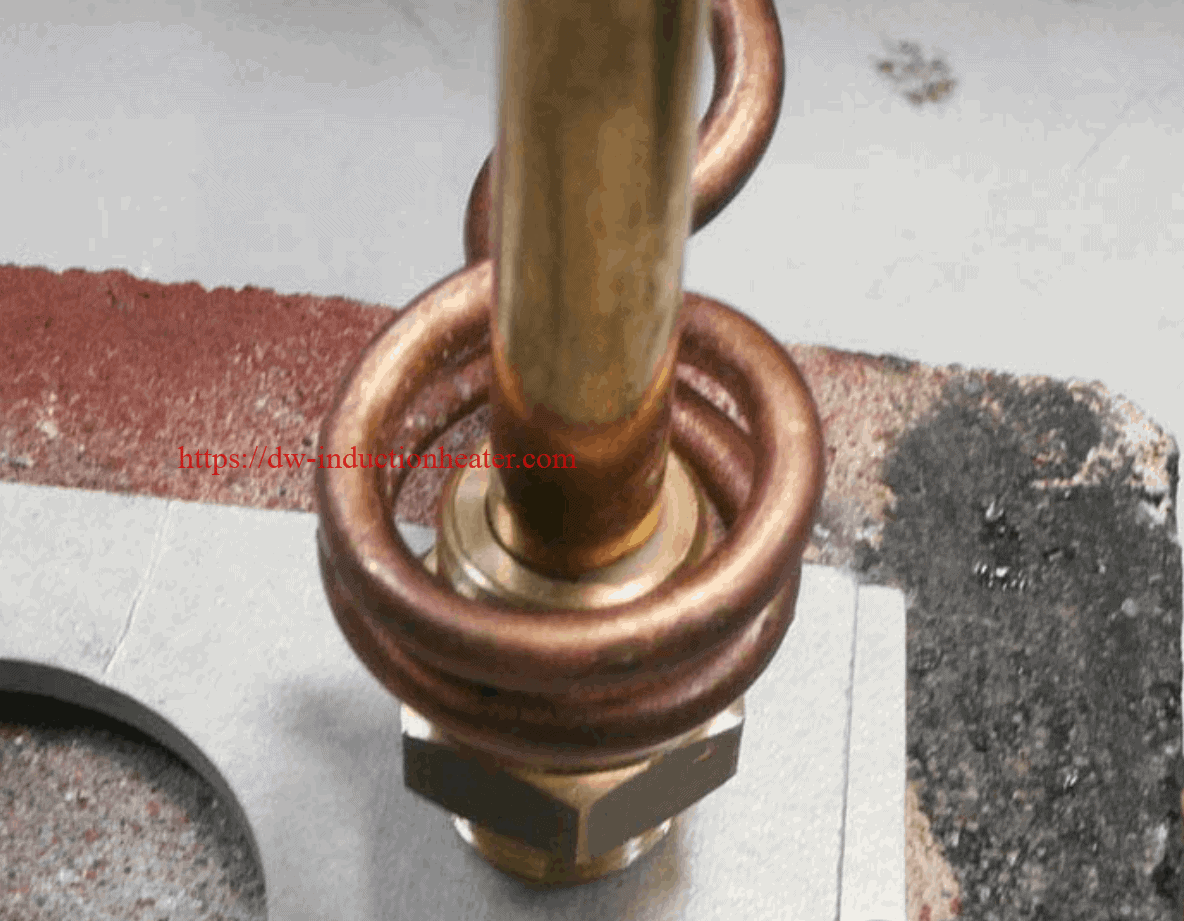
Sinov 1 - Quvurni keng qismiga o'ting:
Kalit parametrlar
Quvvat: 4.4 kVt
Harorat: Taxminan 1400 ° F (760 ° C)
Vaqt: 38 soniya
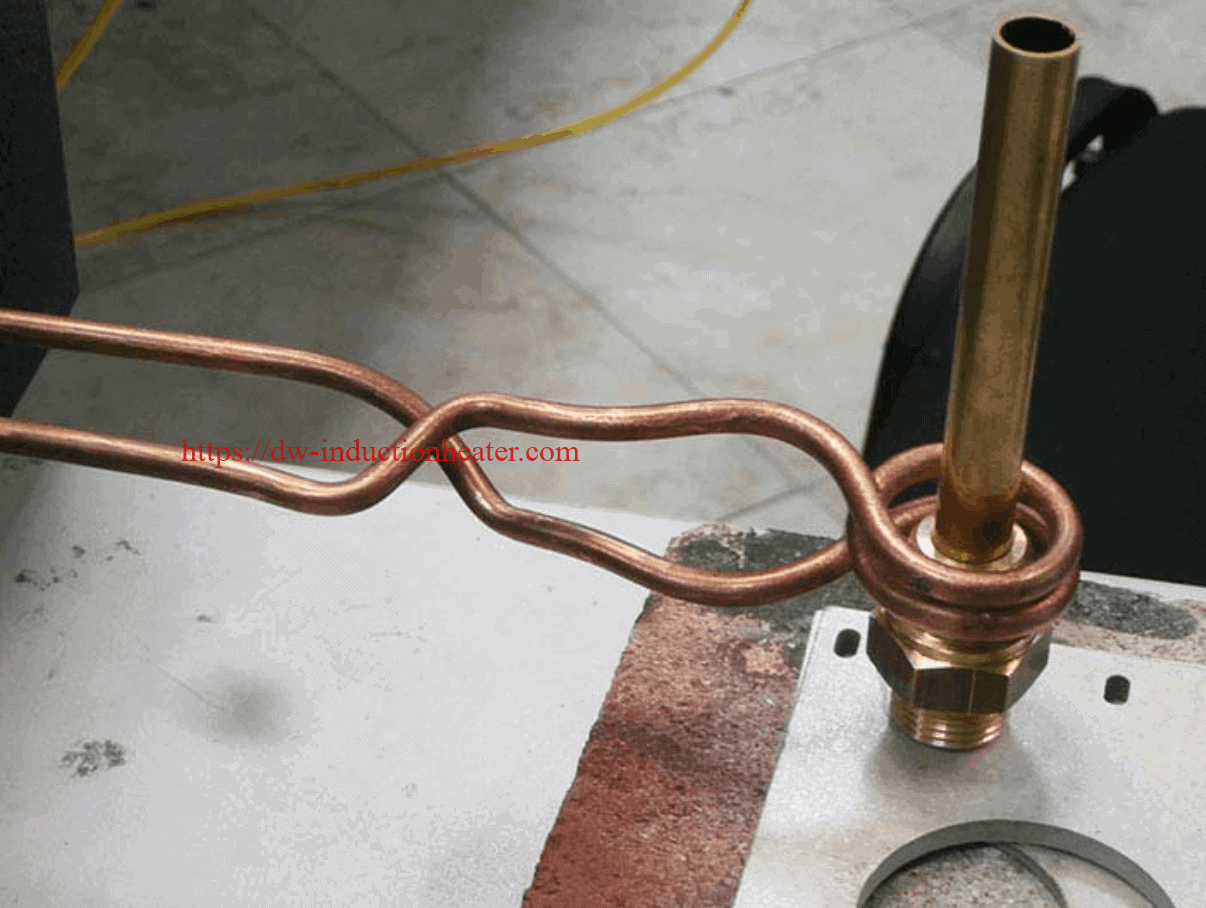
Sinov 2 - Maslahat berish uchun quvurlar:
Kalit parametrlar
Quvvat: 4.4 kVt
Harorat: Taxminan 1400 ° F (760 ° C)
Vaqt: 17 soniya
jarayoni:
Test 1
- Keng qismi va guruch trubkasi yig'ilib, ularning orasiga qotishma qotishma halqasi qo'yilgan.
- Yig'ish indüksiyon isitish bobini ichiga joylashtiriladi va indüksiyon issiqlik qo'llaniladi.
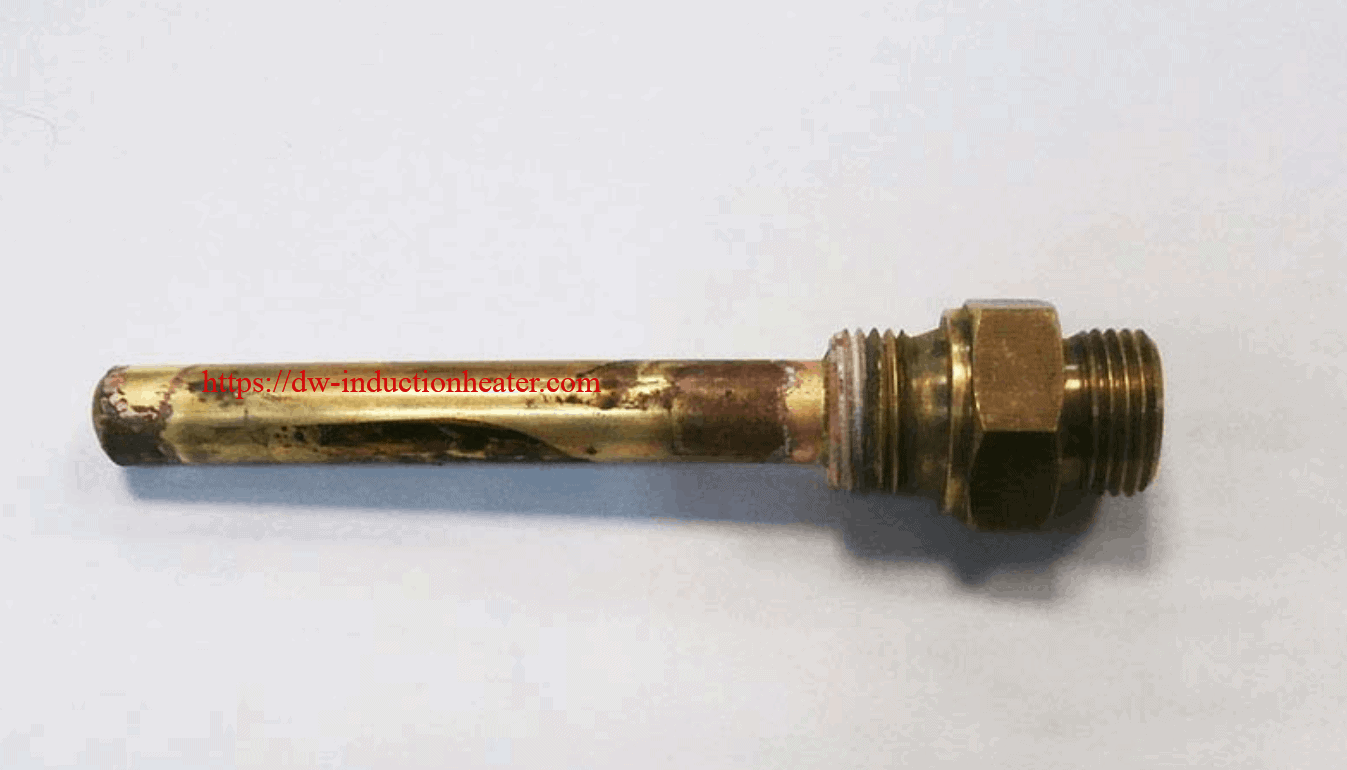
- Birlashma 38 soniyada yakunlandi.
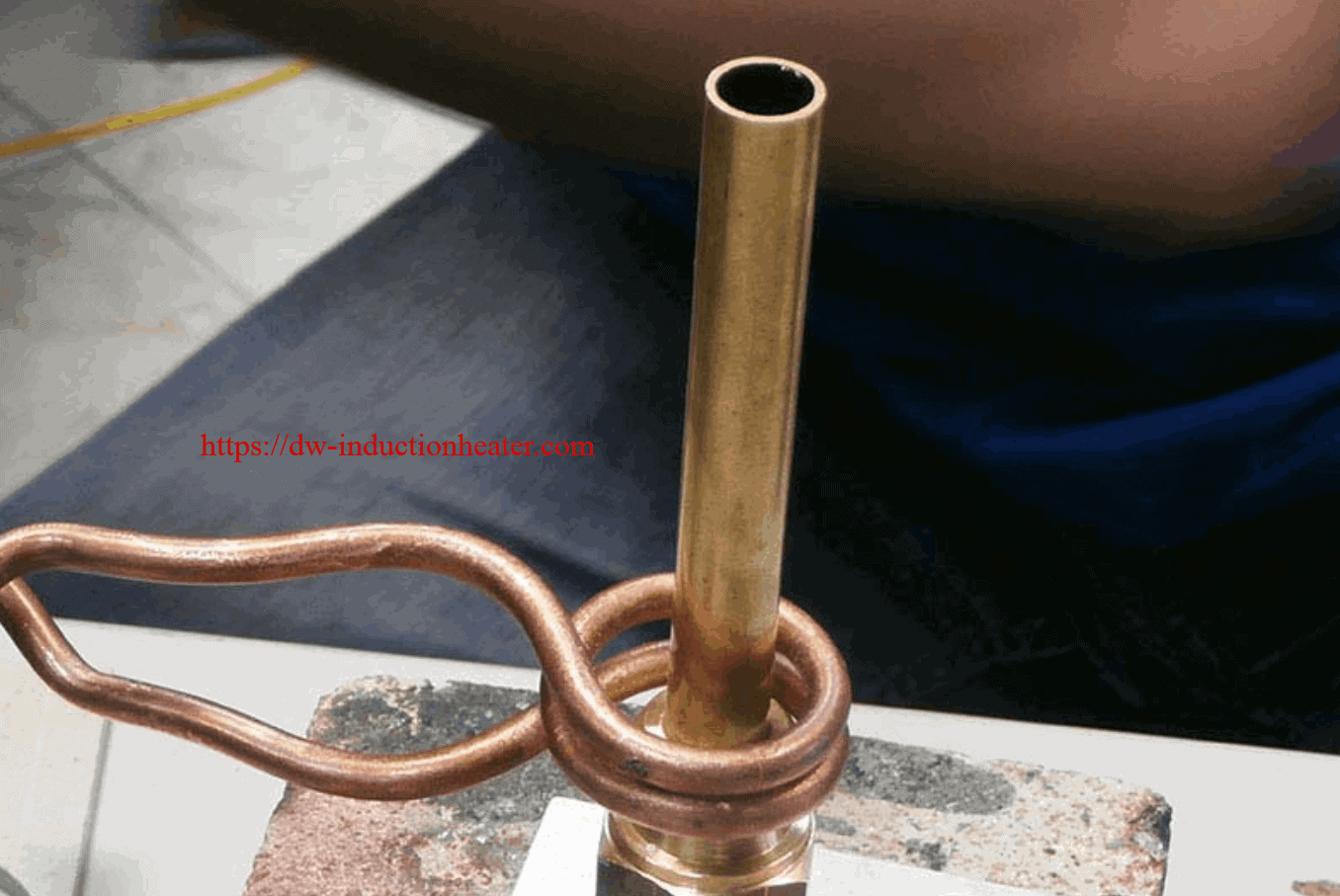
Test 2
- Uning uchi va trubkasi yig'ilib, ularning orasiga qotishma qotishma halqasi qo'yilgan.
- Yig'ish lasan ichiga joylashtiriladi va indüksiyon issiqlik qo'llaniladi.
- Birlashma 17 soniyada yakunlandi.
Natijalar / afzalliklar:
Induksion isitish beradi:
- Kuchli mustahkam bo'g'inlar
- Tanlangan va aniq issiqlik zonasi, payvandlikka qaraganda kamroq qismli distrofitsion va qo'shma stressga olib keladi
- Kamroq oksidlanish
- Tezroq isitish davrlarini
- Katta miqdordagi ishlab chiqarish uchun puxta ishlov berish kerak bo'lmasdan, yanada izchil natijalar va yaroqlilik
- Olovni yoqishdan ko'ra xavfsizroq jarayon