Induksion zarb bar va ignabargli pech
Tavsif
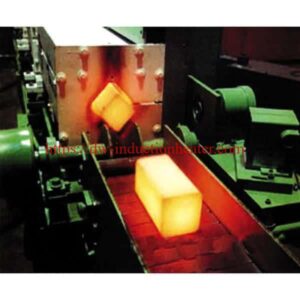
Alyuminiy, po'lat va misni issiq shakllantirish barlar, ignabargli novdalar va novdalar uchun induksion zarb bar va ignabargli pech
Induksion zarb bar va ignabargli pech metall buyumlarni isitish uchun keng qo'llaniladigan usul. Jarayon, isitiladigan ob'ekt ichida issiqlik hosil qilish uchun elektromagnit maydondan foydalanishni o'z ichiga oladi. Induksion zarb qilish odatda alyuminiy, po'lat va mis kabi turli metallardan yasalgan barlar, ignabargli va novdalar ishlab chiqarishda qo'llaniladi. Ushbu tadqiqot ishi induksion zarb shtrix va ignabargli pechlar jarayonini, uning afzalliklari va muammolarini, shuningdek, turli sohalarda qo'llanilishini o'rganishga qaratilgan.

Induksion zarb bar va ignabargli pech jarayoni:
Induksion zarb qilish jarayoni elektromagnit maydon hosil qiluvchi induksion lasandan foydalanishni o'z ichiga oladi. Bar yoki ignabargli lasan ichiga joylashtiriladi va o'zgaruvchan magnit maydon ob'ekt ichida elektr tokini keltirib chiqaradi, bu esa qarshilik tufayli issiqlik hosil qiladi. Ishlab chiqarilgan issiqlik elektromagnit maydonning kuchiga va qizdirilgan metallning qarshiligiga proportsionaldir.
Induksion zarb bar va ignabargli pechning afzalliklari:
Induksion zarb an'anaviy isitish usullariga nisbatan bir qator afzalliklarga ega. Bularga quyidagilar kiradi:
1. Yuqori samaradorlik: Induksion zarb qilish yuqori samarali usuldir, chunki issiqlik to'g'ridan-to'g'ri isitiladigan ob'ekt ichida hosil bo'ladi. Bu oldindan isitish zaruratini yo'q qiladi, bu energiya sarfini kamaytiradi va vaqtni tejaydi.
2. Aniq isitish: Induksion zarb qilish isitish jarayonini aniq nazorat qilish imkonini beradi. Ishlab chiqarilgan issiqlik isitiladigan ob'ektning o'ziga xos talablariga mos ravishda sozlanishi mumkin.
3. Barqaror sifat: Induksion zarb qilish issiqlikning barqaror sifatini ishlab chiqaradi, chunki u ob'ekt bo'ylab bir xilda hosil bo'ladi. Bu yakuniy mahsulotning yuqori sifatli bo‘lishini va talab qilinadigan texnik talablarga javob berishini ta’minlaydi.

Induksion zarb bar va ignabargli pechning qiyinchiliklari:
garchi indüksiyon zarb qilish bir qancha afzalliklarni taqdim etadi, shuningdek, ba'zi qiyinchiliklarni keltirib chiqaradi. Induksion zarb bilan bog'liq ba'zi muammolar quyida keltirilgan:
1. Cheklangan o'lcham: Induksion zarb qilish kichik va o'rta o'lchamdagi narsalarni isitish uchun javob beradi. Katta ob'ektlar ko'proq quvvat talab qiladi va induksion zarb bilan amalga oshirilmasligi mumkin.
2. Dastlabki xarajat: Induksion zarb qilish uskunalar va infratuzilmaga sezilarli dastlabki sarmoyalarni talab qiladi. Bu uni kichik hajmdagi operatsiyalar uchun kamroq moslashtiradi.
3. Sirtni tayyorlash: Induksion zarb qilish isitiladigan ob'ektning sirtini toza va aralashmalardan tozalashni talab qiladi. Bu qo'shimcha tayyorgarlik vaqtini va xarajatlarni talab qiladi.
Induksion zarb bar va ignabargli pechning qo'llanilishi:
Induksion zarb bar va ignabargli pechlar turli sohalarda keng qo'llaniladi. Quyida induksion soxtalashtirishning ba'zi ilovalari keltirilgan:
1. Avtomobil sanoati: Induksion zarb tishli, akslar va krank mili kabi avtomobil qismlarini ishlab chiqarishda qo'llaniladi.
2. Aerokosmik sanoati: Induksion zarb qilish samolyotlar, kosmik kemalar va sun'iy yo'ldoshlar kabi aerokosmik transport vositalari uchun komponentlarni ishlab chiqarishda qo'llaniladi.
3. Qurilish sanoati: Induksion zarb qilish qurilishda ishlatiladigan mustahkamlovchi panjaralar, murvatlar va yong'oqlarni ishlab chiqarishda qo'llaniladi.
 Mahsulot tavsifi
Mahsulot tavsifi
Chelik va temir, bronza, guruch, alyuminiy qotishmasi va boshqalar kabi bar materiallarini isitish uchun.
Malumot uchun rasm, rang turli kuch bilan o'zgarishi mumkin.
Mijozning talablari bo'yicha moslashtirilgan funktsiyalar va maxsus xususiyatlar.
Xususiyatlari va afzalliklari:
1. Avtomatik: Avtomatik oziqlantirish, ish qismini avtomatik ravishda tanlash yaxshi yoki yomon, haroratni avtomatik o'lchash, avtomatik tushirish.
2. Integratsiyalashgan dizayn: O'rnatish vaqtini, narxini va joyini tejang.
3. Nosozliklarni aniqlashni osonlashtirish uchun operatsion panel o'rnatilgan mashinaning ishlash holatini aks ettiradi.
| Xususiyatlari | Detail | |
| 1 | Tez va barqaror isitish | an'anaviy usulga qaraganda 20% - 30% elektr energiyasini tejash;
Yuqori samaradorlik va kam energiya sarfi |
| 2 | Kichik o'lchamda | Oson o'rnatish, ishlatish va ta'mirlash |
| 3 | Xavfsiz va ishonchli | Ishchilaringizga juda xavfsiz voltaj yo'q. |
| 4 | Sovutish aylanish tizimi | 24 soat davomida doimiy ishlashga qodir |
| 5 | to'liq o'zini himoya qilish Funktsiyasi |
Ko'p turdagi signal lampalari: ortiqcha-oqim, ortiqcha kuchlanish, issiq suv, suv tanqisligi va boshqalar. Bu lampalar mashinani boshqarishi va himoya qilishi mumkin. |
| 6 | Atrof muhitni muhofaza qilish | Deyarli hech oksidi qatlami, hech qanday chiqindi, chiqindi suv yo'q edi |
| 7 | IGBT turi | Aloqasiz elektr tarmog'ining uzilishiga yo'l qo'ymang; Mashinaning uzoq umr bo'lishini ta'minlang. |
Metall temir igna termometrining parametrlari:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Kirish kuchlanish | 3fases, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Maksimal kirish oqimi | 320A | 400A | 480A | 640A | 800A | 960A | |
| To'lqin chastotasi | 0.5KHz ^ 20KHz (Titraydigan chastot isitish qismlarining o'lchamiga mos ravishda sozlaniladi) | ||||||
| Vazifani to'ldirish Yuklab olish | 100%, 24h doimo ishlaydi | ||||||
| Sovutish suvining istaklari | 0.1MPa | ||||||
| o'lchash | mezbon | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Kengaytma | kengaytmasi isitish qismlari materiallari va o'lchamlari bo'yicha moslashtiriladi | ||||||
| vazn | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| Kengaytma hajmiga bog'liq | |||||||
İndüksiyonlu temir igna issiq po'lat punkti ichida igna yoki slug'in butun isitiladi. Odatda qisqa ignabargli yoki slyuzlar uchun bir xandaq yoki kosa, igna tsilindrni, zanjirli traktor birliklarini yoki ba'zi hollarda pnevmatik burgutlarni avtomatik ravishda ko'rsatish uchun ishlatiladi. Naqshlar, keyinchalik suvni sovutadigan relslardagi bir-birining orqa tomonida, yoki seramika plyonkalarda ishqalanishni kamaytirish va aşınmayı oldini olish uchun ishlatiladi. Qatlamning uzunligi talab qilinadigan soch vaqtning funksiyasi, har bir komponentning aylanish vaqti va igna uzunligi. Yuqori hajmli katta kesimlarda 4 yoki 5 seriyali xom-ashyoni 5 m (16 fut) yoki undan ortiq burchakka berish odatiy hol emas.

Xulosa:
Induksion zarb bar va ignabargli pech metall buyumlarni isitishning yuqori samarali va aniq usuli hisoblanadi. Bu ba'zi qiyinchiliklarni keltirib chiqarsa-da, u turli sohalarda, jumladan, avtomobilsozlik, aerokosmik va qurilish sanoatida mashhur usul bo'lib qolmoqda. Induksion zarbning afzalliklari uning yuqori samaradorligi, aniq isitish va izchil sifatini o'z ichiga oladi. Shunday qilib, induksion zarb metallni qayta ishlash sanoati uchun qimmatli va samarali jarayon degan xulosaga kelish mumkin.