
Chelik chiziqni indüksiyon zarb qilish
Tavsif
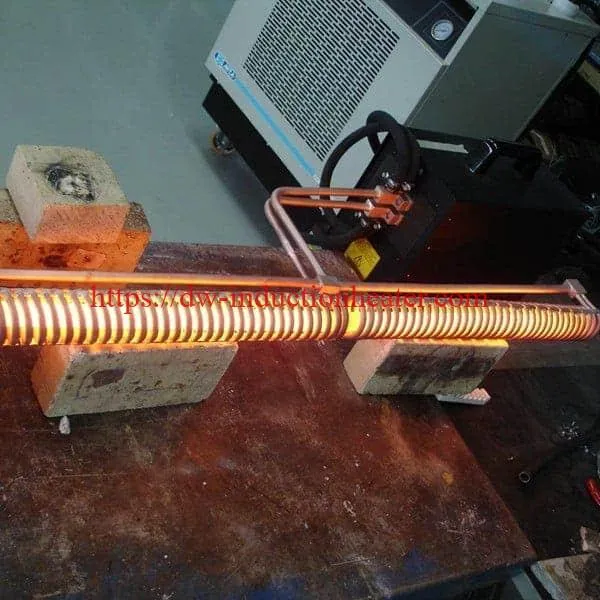
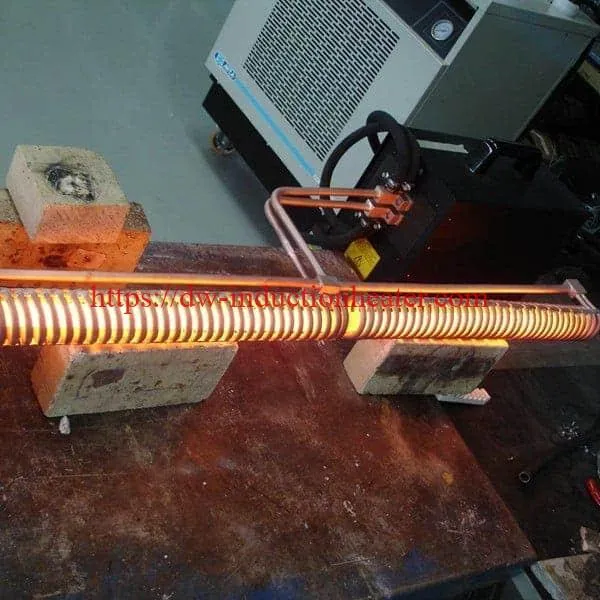
İndüksiyon isitish tizimi bilan temir chiziqni indüksiyon zarb
Maqsad ot poyabzali ishlab chiqarish uchun zarb qilish jarayonidan oldin 1025 po'latdan yasalgan polosani 1800 ºF gacha qizdirish. Hozirgi vaqtda bo'shliqlar gazli pechda kesiladi va isitiladi, so'ngra matbuotda zarb qilinadi. Induksion spiral o'rnatilgan bo'lsa, po'lat rulondan indüksiyon spirali orqali va zarb pressiga doimiy ravishda berilishi kerak. Kattalashtirilgan ishlab chiqarish tezligini qondirish uchun 13 ″ po'lat qismning isishi 10 soniya ichida sodir bo'lishi kerak.
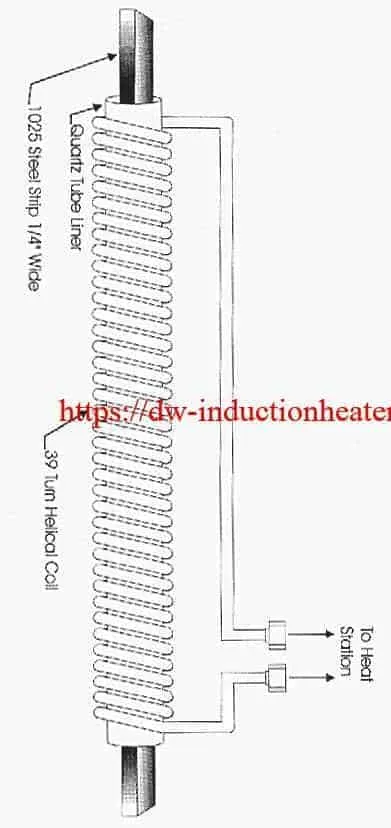
Taxminan 1025/3 "kengligi va 4/1" qalinligi 4 po'lat chiziq.
Harorat 1800 ºF
Chastotasi 50kHz
DW-HF-60kVt quvvatga ega uskunalar umumiy sig'imi 0.5 mF bo'lgan issiqlik stantsiyasini o'z ichiga olgan qattiq holatdagi induksion quvvat manbai.
Jarayon Ameritherm 40 kVt quvvatli induksion elektr ta'minoti quyidagi natijalarga samarali erishgani aniqlandi: natijalar • 1800 inF ga 10 soniyada erishildi.
• Har 1-5 soniyada 10 qismning ishlab chiqarish tezligi bajarildi.
• Yuqorida keltirilgan natijalarga 39 1/1 ″ ID va 2 11/1 AL OAL o'lchamdagi 2 burilishli spiral uslubidagi ish lasan yordamida erishildi.